 Cliquez pour agrandir Cliquez pour agrandir
|
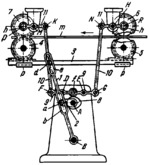
Description
Crank 2 rotates about fixed axis A and has pin a which slides along slot b of link 1. Link 1 oscillates about fixed axis B. Gear rack 3 slides along fixed guides p-p and has pin d which slides along slot e of link 1. Rigidly secured to crank 2 is cam 8 which simultaneously actuates two rollers f mounted on two levers 9. Levers 9 oscillate about fixed axes E and D. Links 10 are connected by turning pairs G, N, F and K to links 9 and 11. Links 11 turn about fixed axes M and H, and are connected by turning pairs P and R to rolls h. Slotted link 1 is driven by crank 2 which is mounted on shaft A of the press. This displaces rack 3 in the horizontal direction. The motion of the rack is transmitted by gears 4, 5, 6 and 7 to feeding rolls h which are mounted on shafts together with the gears. Rolls h feed the strip stock m to the die. At the moment the die is closing in the blanking operation, the upper feeding rolls are automatically raised by means of cam 8, mounted on the press shaft, levers 9, tie-rods 10 and levers 11. This interrupts the feeding motion and enables rack 3 to return to its initial position. The amount of feed of stock m can be varied by adjusting the position of pin a.
$1381$LG,SF$
|





